Re: 350 RDLC 1WT Personnalisée.
Publié : 08 nov. 2016, 20:55
projet intéressant je vais suivre ça de très prés !! 
Â
Depuis 1999, le forum de ce 2 temps mythique !
https://350rdlc.fr/
projet intéressant je vais suivre ça de très prés !!
Â
Dire qu'il y aura peut être mes carbus sur cette magnifique réalisation
Je suis trop fier !
Hâte de voir la suite ...
Dire qu'il y aura peut être mes carbus sur cette magnifique réalisation
Je suis trop fier !
Hâte de voir la suite ...
​C'est pas "peut-être", ce seront tes carbus à 100% :). Mais pas avant janvier sans doute pour le montage du moteur, le temps de recevoir les pistons (1 mois de délais chez Wiseco, commandés il y a 3 semaines), envoyer les cylindres / pistons / vilo à l'usinage / contrôle, réceptionner ça ainsi que toutes les pièces moteur pas encore commandées, faire les cales d'embases, repeindre les carters ... Bref, on y est pas encore :).
Aujourd'hui, n'ayant accès ni à mon moteur ni à mon cadre, et ayant reçu quelques pièces, je me suis attelé à ajuster les boite à clapet de TZR dans les cylindres :).
Â
Voila donc ce qu'on a : Cylindre 31k, spacer 5mm de chez Dino et boite à clapet TZR ref 1KT-13610-00 :

Â
On se rend vite compte en essayant de monter l'ensemble que ça ne marche pas en l'état, j'avoue avoir même cru commander la mauvaise ref. Après une rapide confirmation par MP on me dit que c'est bien les bonnes et qu'il suffit de jouer de la lime :

Â
Il faut alors limer les coins de la Bà C pour qu'ils puissent s insérer dans le spacer jusqu'au bout, on ne touche ni au cylindres ni au spacer car y'a pas beaucoup de viande pour la portée du joint, donc tout ou presque sue fait sur les Bà C, voila ce que ça donne une fois qu'on a casser les angles et que le spacer rentre jusqu'au bout :

Â
Il reste ensuite à faire des oblong pour réaligner les trou de fixation, ils se font sur la Bà C encore une fois pour conserver intacte les portée de joint d'origine, pour ma part je me suis servi d'une perceuse à colonne et d'un foret de 6 en allant tout doucement pour limiter la chasse dans l'autre trou, puis j'ai fini au dremel avec une petite fraise pour agrandir un peu (sinon ça fait à˜6 pour à˜6 avec 4 éléments à traverser et ça fonctionne moyen) :


Â
Il faut être bien attentif à toucher le moins possible le plan de joint, pas si évident que ça, voila ce que ça donne une fois montée (les vis c'est juste pour s'assurer que ça passe, elles trainaient là , rien à voir avec le montage en lui-même :)) :



Â
Voila, en gros ça m'a prit 2 heures pour en faire une, j'ai préféré travailler petit à petit histoire de pas trop en faire et me retrouver avec une portée inexistante ou pire flinguer carrément une Bà C (elles sont neuves de chez Yam, c'est pas du ebay ou leboncoin donc la différence de prix est conséquente).
Â
Et désolé pour l'orientation des photos, les hébergeur ne veulent pas de phots à la vertical, tout est réorienté automatiquement ... Je ferai donc la suivante demain, et dans la semaine prochaine réalisation des cales d'embases à la CN :).
Â
Ben voilà ?
Aujourd'hui, réalisation d'une ébauche de cale d'embase.
Â
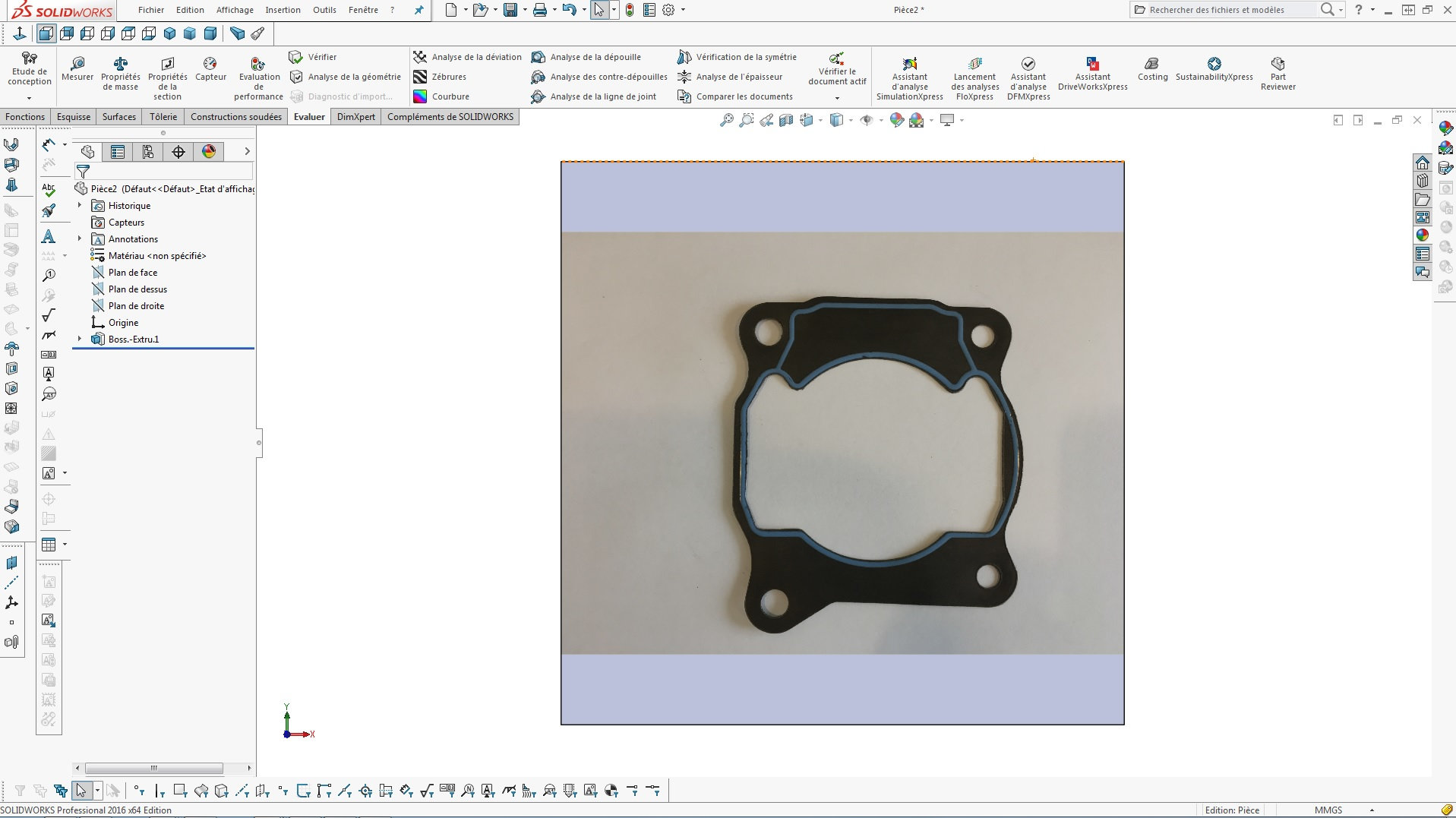
Pour ce faire, je suis donc parti d'un joint d'embase que j'ai photographié :

Â
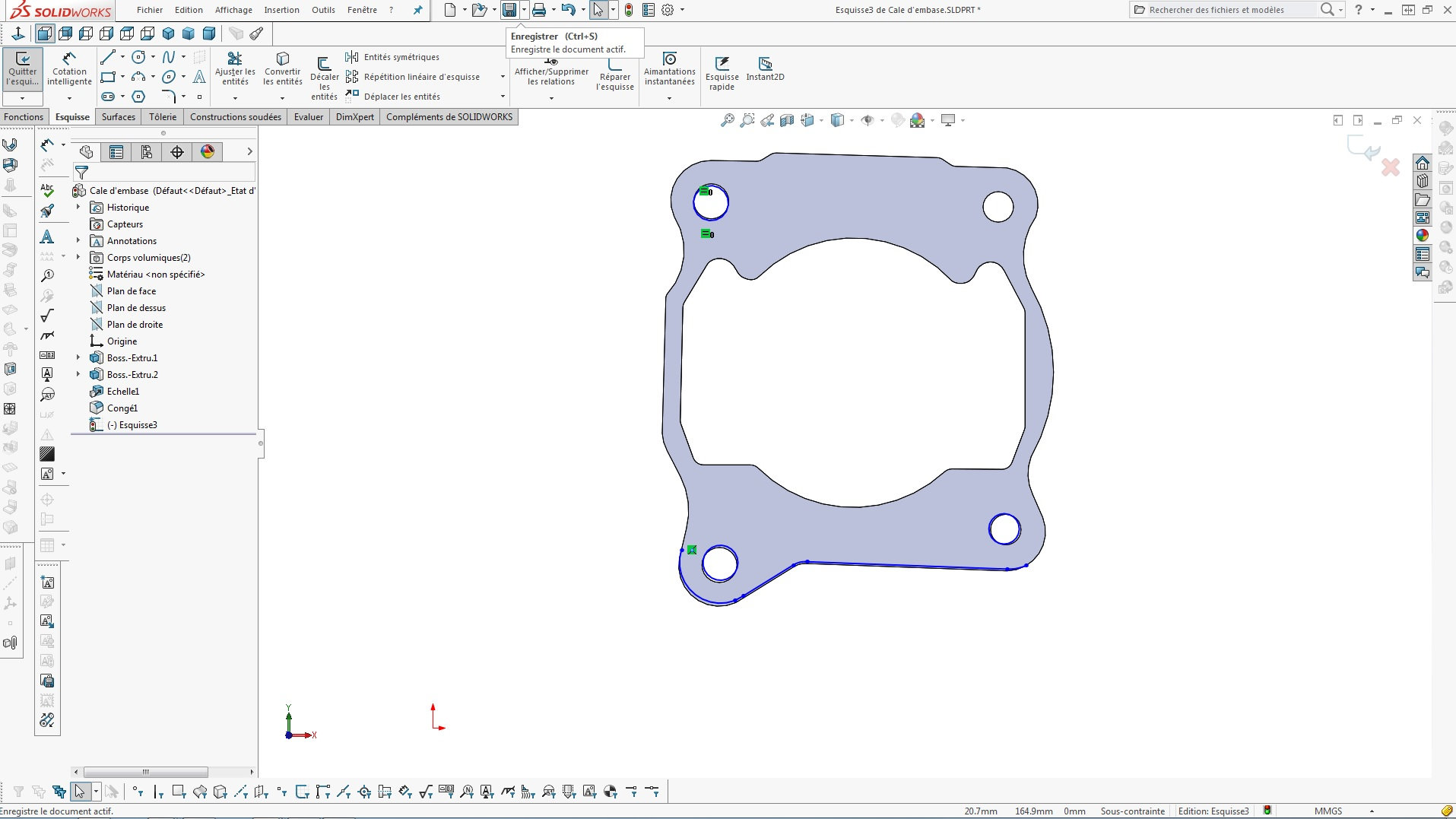
Il m'a ensuite suffit d'importer cette image dans SolidWorks sous forme de décalque et de retracer une esquisse des contours.
Import :
Â
On trace l'esquisse "à main levée", peu importe les dimension pour le moment tant que les proportions sont respectées, mon image à une échelle quelconque, je ferais un ratio par la suite pour le remettre à la bonne taille.
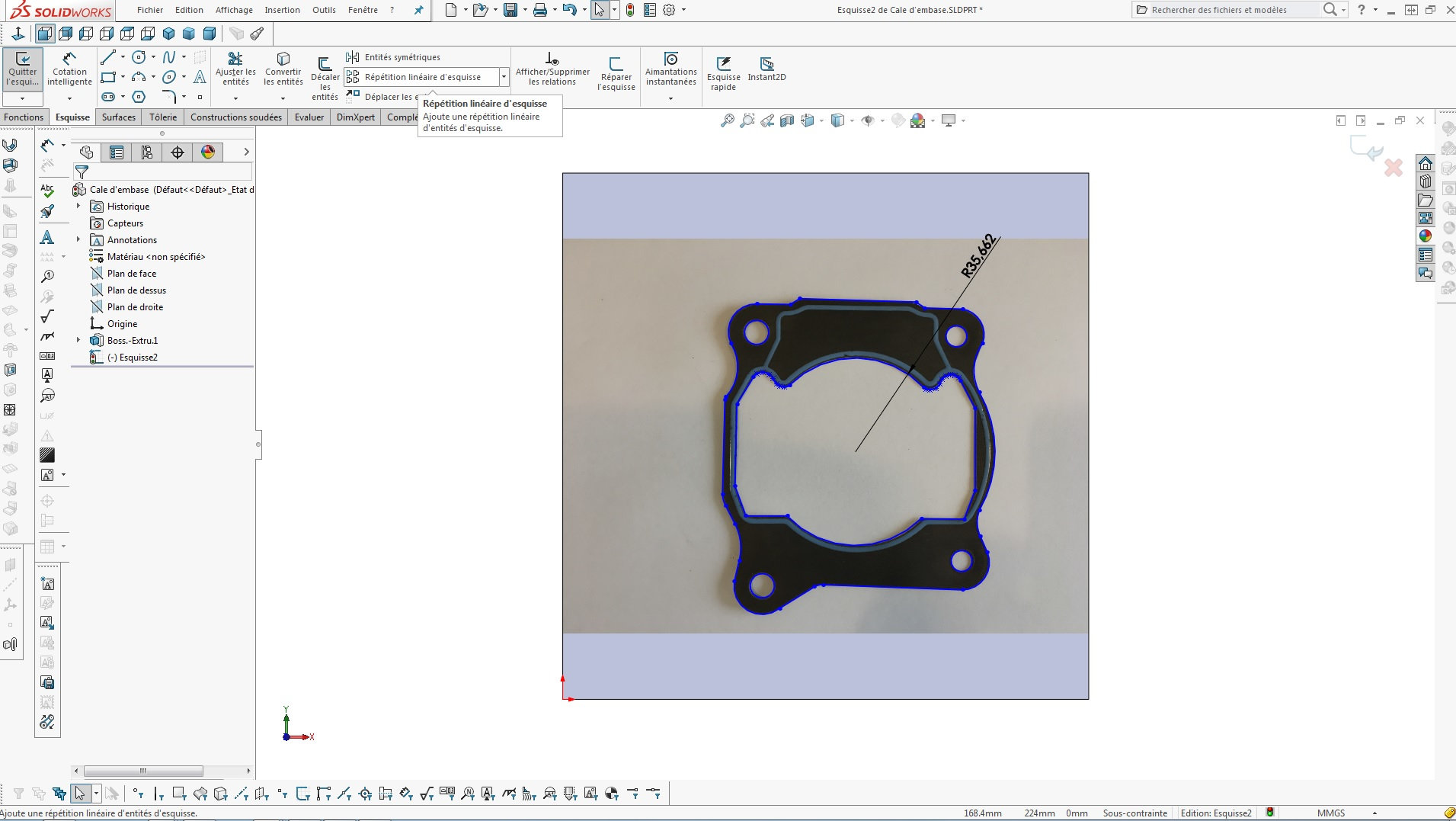
Je cote donc le diamètre intérieur sur ma pièce qui me donne 35.662 au rayon, soit 71.324 au diamètre, je prend la mesure de mon joint au même endroit et je trouve 74.3, j'applique à ma pièce entière un rapport d'échelle de 74.3/71.324=1.04173 (je rentre directement le rapport dans le logiciel pour plus de précision, même si en fait c'est pas si important).
Â
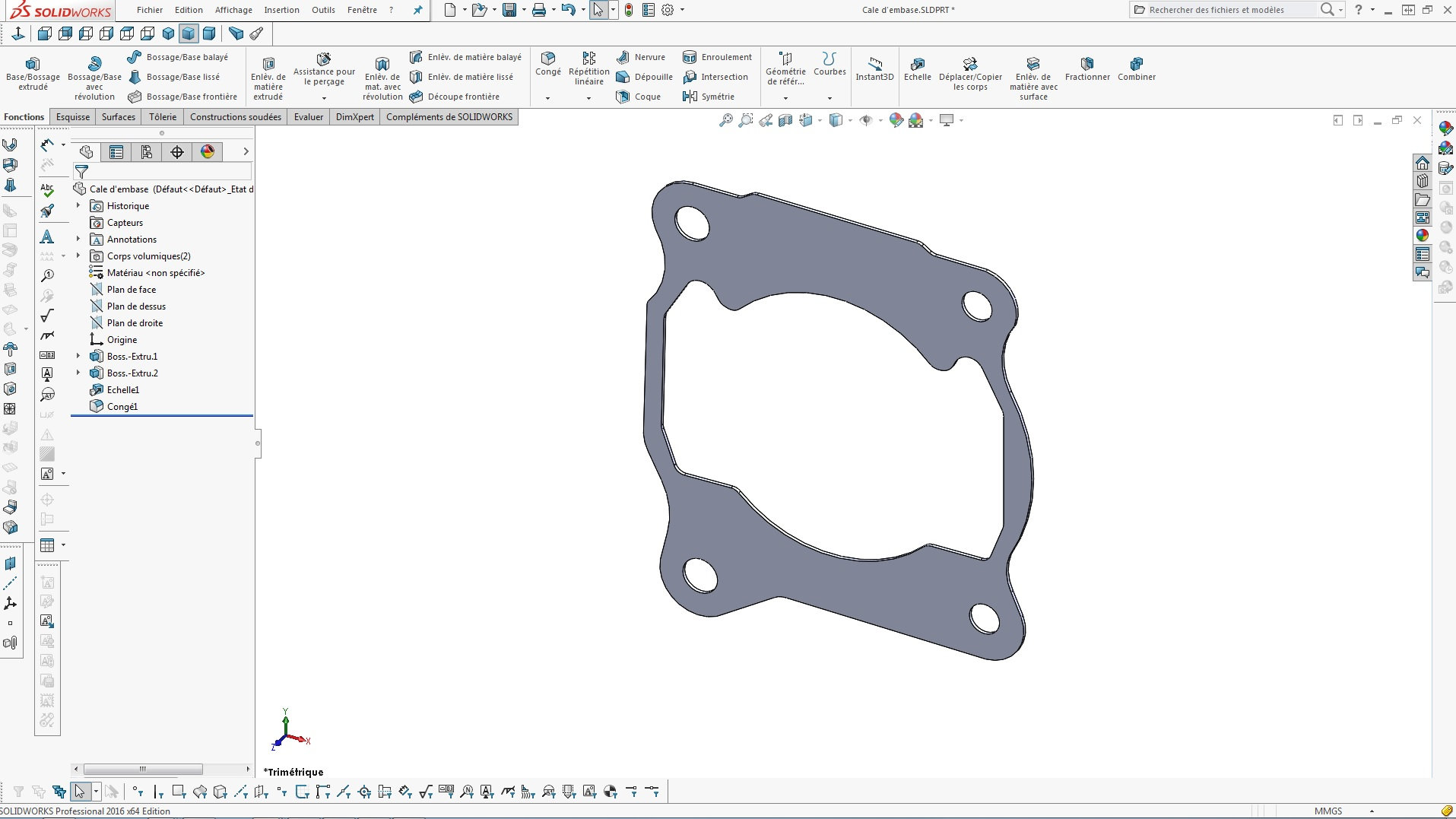
Voila le résultat après mise à l'échelle et ajout de quelques congés : un modèle 3D de ma cale d'embase.
Â
A partir d'ici, export DXF à un collègue qui me fera une première pièce (cet aprem' ou demain) dans de l'alu. ep.2 pour valider et/ou modifier 2-3 géométries si besoin, une fois le modèle corrigé je me découperai 2 cales en 1mm d'épaisseur et 2 cales en 0.8mm d'épaisseur pour pouvoir mettre mes diagrammes comme prévus en jouant sur les cales et les joints (1.5mm visé, à corriger une fois moteur monté).
J'essaierai de vous faire une photo de la découpe si j'ai le temps, mais j'ajouterai quoi qu'il arrive des photo de la première pièce quand je l'aurai.
Â
PS : je ne fabriquerai de cale pour personne, inutile de me le demander, j'utilise gracieusement les machines et la matière du boulot donc je ne peux en aucun cas partager ça. Par contre je pourrais volontiers partager le fichier DXF pour ceux qui le veulent, n'importe quel usineur doté d'un CN saura l'exploiter.
Bien, ça a été plutôt rapide, j'ai ma première pièce avec quelques corrections à effectuer, voila la pièce à côté de son modèle :
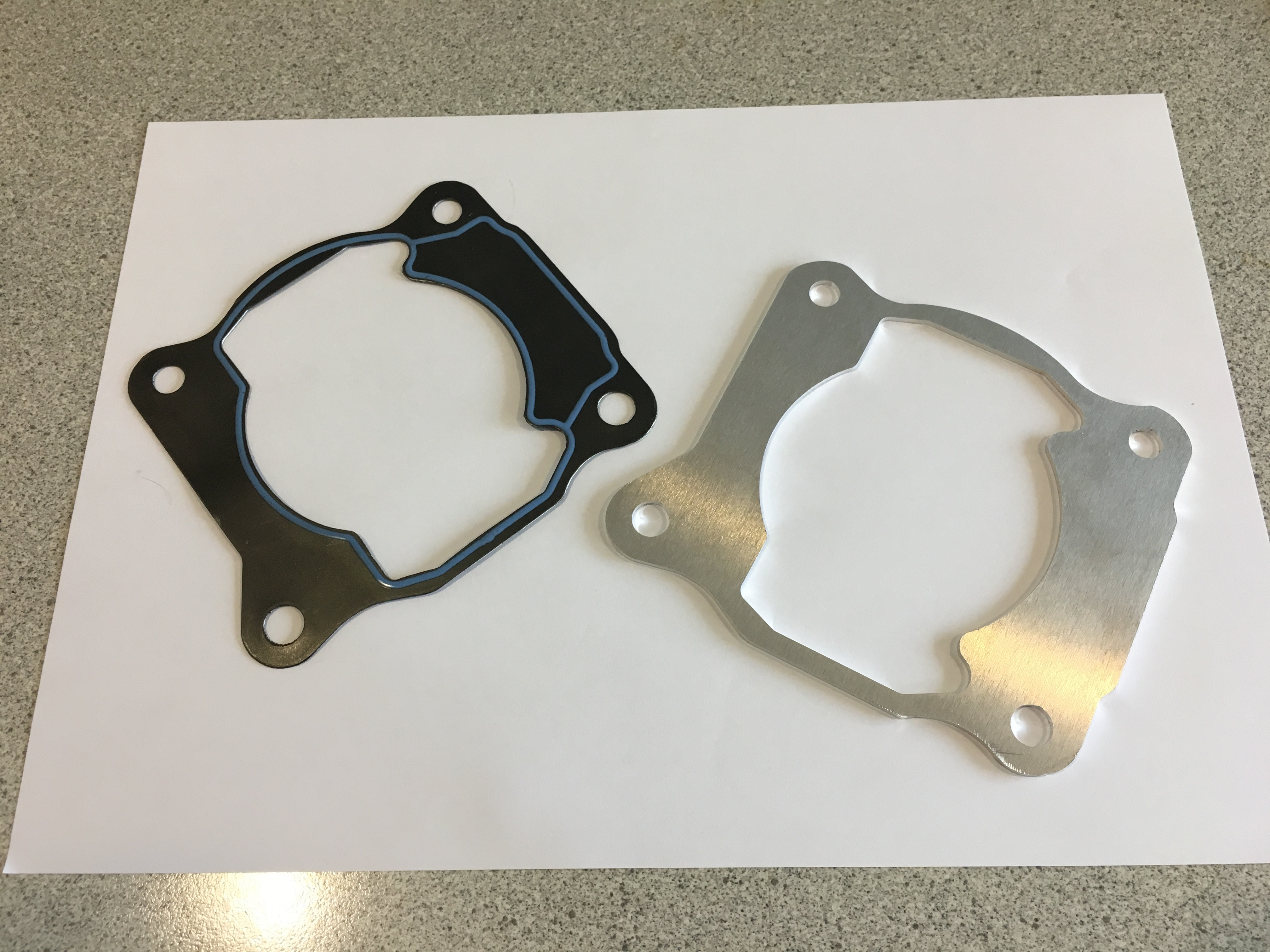
Â
En superposant les deux on se rend compte que les trous ne tombent pas tout à fait en face, la découpe intérieure par contre me semble pas mal :

Â
Je fais une correction sur le modèle 3D : reposition des trous et rognage de l Å“illet qui dépasse un peu trop, export, usinage, etc.
Si j'ai cette seconde pièce cet après midi je pourrai la présenter sur les cylindres ce soir et ainsi finir de valider :).
La pièce a pu être découpé cet après midi et j'ai pu la présenter sur les cylindre :


Â
C'est pas mal au niveau des entraxes, peut être le diamètre des deux trou ou sont logés les pions de centrage à revoir légèrement, sinon le tracé intérieur des transfert est "large" par rapport aux cylindres, il suit celui du joint d'embase, je ne pense pas que ça ai de réel incidence sur le passage des gaz, je ne cherche pas le pouième de cheval donc d'après moi ça peut rester comme ça, mais si quelqu'un de plus éclairé a doutes à ce sujet je ferai l'effort d'ajuster ma cale sur les cylindre, en sachant que de toute manière un décrochement se fera quand même au niveau des joint, donc l'un dans l'autre...
Bref, bientôt prêt pour les cales finales :).
Beau boulot. Pour les transferts trop larges, ça va créer des turbulences dans ton flux d'air dans les transferts et c'est pas top. Surtout si tu as les carters noms modifiés/alignés. Met ta cale sur le carter, tu verras que c'est encore pire. D'origine tu as un décalage, une marche, qui est heureusement dans le bon sens. mais là tu vas créer une "gorge"...
Pouième de cheval, surement, mais tant que tu y es...
rrrr
Plus je regarde et plus je me dis qu'il y a beaucoup, j avais pris la décision d'ajuster avant que tu en parles, même si ça apporte pas grand chose j'aurai le sentiment du travail bien fait :).
Â
En passant, je vais microbiller mon moteur (tout l extérieur), j'ai deux solutions : faire les pièces une par une et je dois protéger les portée et plans de joint, auquel cas si quelqu'un a une astuce pour les protéger simplement je suis preneur. Sinon monter mon moteur à blanc et le rentrer entièrement dans la cabine (il doit passer je pense, j'ai pas mesuré), et là il me reste beaucoup moins de chose à protéger, vous en pensez quoi?